Standard Pump Fluid Handling Equipment
Serving the Chemical, Water Treatment, Plating, Adhesives, Automotive, and General Industrial Industries in 52 Countries, UHT’s Standard Pump brand started manufacturing Drum Pumps in Georgia in 1992 and has since expanded to include industrial drum pump packages, DEF pumps, metering systems and pump lifts.


Designed to safely transfer corrosive chemicals from drums, IBC's and Tote tanks. When you need fluid handling equipment for your chemical, industrial, water treatment or automotive application, you can have confidence in the safety and performance of our Drum Pumps.

Standard Diesel Exhaust Fluid Pump
Engineered to transfer Diesel Exhaust Fluid (DEF) / AdBlue directly from drums and intermediate bulk containers (IBC). These pumps meet stringent North American and European safety standards.

Standard Industrial Pump Motors
Standard Pump motors are designed to operate in the most demanding of environments. An extensive line of Explosion Proof, TEFC, Open Drip-Proof and air motors provide durability and safety regardless of the environment.
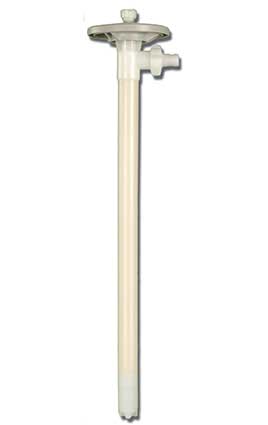
Standard Industrial Pump Tubes
Our complete range of pump tubes provide an ideal solution for applications ranging from corrosive chemicals to light oils. Pump tubes are available in polypropylene, PVDF, CPVC, stainless steel and aluminum.

Standard Industrial Drum Pump Accessories
Customize your industrial Drum Pump with selection of accessories. Hand Nozzles provide a safe solution for controlling and dispensing corrosive chemicals. Barrel Adapters vertically stabilize pumps in drums and Fume Barriers reduce aggressive fumes in the atmosphere.
Looking to quickly compare the features and benefits of different pump styles, to find the right one for your application? The Unibloc comparison chart is a great place to start.
Hygienic Pump Comparison Chart
Safety Comes Standard
As with all UHT’s brands, Standard Pump products adhere to stringent safety guidelines and are committed to providing high-quality equipment – so when you need fluid handling for your applications, you can have confidence in the safety and performance of our Standard Pump line of products.
For two generations, the Standard Pump product lines have stood for quality Industrial Drum Pumps that customers rely on for:
- Precision design and quality construction
- A safe solution for transferring corrosive media
- A diverse range of pump solutions for a wide variety of demanding applications
Quick Links







From the Blog
View BlogCIP vs. COP: Which Sanitation Method Works Best for Your Pump Technology?
Understand the difference between clean-in-place and clean-out-of-place pump sanitation— and why it matters for your bottom line.
Read Blog6 Reasons to Consider an AODD Pump for Your Hygienic Process
Sometimes pump performance problems do not start at the pump. Rather, they start at the spec sheet, with the wrong pump picked for the job or the right pump set up the wrong way. In a recent webinar, Caleb Summers, Lead Application Engineer at Unibloc® Hygienic Technologies, discussed where air-operated double-diaphragm (AODD) pumps perform best in a hygienic process and what newer pump designs have changed about the conversation. Here are six reasons to consider one for your application.
Read BlogPreventing Cavitation in Hygienic Pumps
A cavitating pump tells you it is failing before the maintenance log does. The sound is unmistakable; the damage compounds quickly, and on a hygienic processing line, the consequences extend beyond the pump itself.
Read Blog