Pumps for Pharmaceutical and Biological Industry
We understand and exceed the critical needs of the pharmaceutical industry, including CBD Oil, with our patented, all-in-one pumping solutions.Providing hygienic, all stainless-steel positive displacement pumps to pharmaceutical companies is where UHT got its start more than 30 years ago. We started with the pharmaceutical industry because you have the strictest guidelines and requirements for a pump to meet. A completely hygienic, easy-to-clean pump is critical for drug manufacturing and biotech applications. That’s why our pharmaceutical customers turn to us.
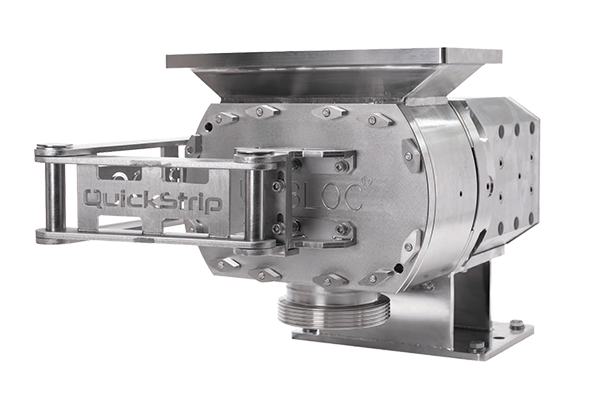
CleanPlus™ lobe pumps offer bolt-free rotors that avoid the damage caused by improperly torqued rotor bolts. Their stainless-steel rotors eliminate the possibility of contamination from plastic wearing into the product. Best of all, the QuickStrip® design dramatically slashes the time required for Clean-out-of-Place (COP) cycles. By the way, the patented FlushCap® bearing makes CleanPlus pumps fully compatible with Clean-in-Place (CIP) processes.
The pharmaceutical industry deals with hazardous, often expensive materials and ingredients. Compliance with FDA and USP Class VI rules and regulations is essential. Any spillage or leakage can be extremely harmful to on-site personnel and the local/regional environment.
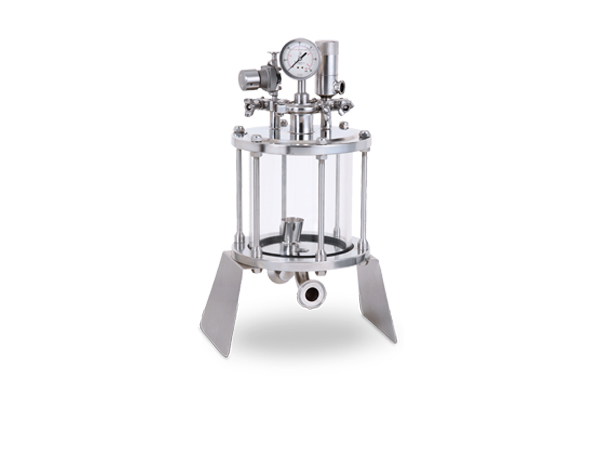
In addition to solutions for primary processing lines, our patented LABTOP® series has been the top-selling complete pumping solution for pharmaceutical and biotech companies for more than 20 years. It's simple, efficient “plug and go” design provides unmatched simplicity and versatility. This mobile solution is the perfect choice for filtration, chromatography, pilot applications, R&D and more.
Features and Benefits
- Highly mobile, compact design
- Stainless steel construction
- Bi-directional flow
- Vertical mounting for full drain ability
- Built with FDA approved materials
- Fully machined stainless or coated aluminum bearing housing options
- CIP and SIP capable
- Sanitary seamless pump head for a cleaner product contact surface
- Full certification packages available:
- FDA
- USP Class VI
- FDA and Sanitary versions of all pumps available
- USP Class VI certification on all PTFE (Teflon) used
- Barrel unloading system for the higher viscosities
CBD Oil Industry
We work with our customers in the CBD oil industry for low temperature ethanol extraction and other methods. UHT’s high-quality lobe and gear pumps come in sizes from ⅜″ and up, providing optimal flow ranges and accuracy for small- and large-scale batching. Our pumps, strainers and valves are backed by over 30 years of proven design, performance and quality.
Features and Benefits
Our range of lobe and gear pumps is the perfect solution for CBD oil extraction, with several features and benefits to help customers excel in their production of cannabinoid-based oils and other derivatives.
- Built with FDA approved materials
- Temperature operation range from -70° up to 420° F
- Option for an integrated pressure relief valve
- Explosion-proof motors
- Size ranges from ⅜″ and up
- CIP and COP capability
From the Blog
Comparing Gear Pumps to Lobe Pumps—Making the Proper Selection
There are Many Different Terms for Drum Pumps but They All Provide the Same Function
Make the Right Choice for Your Next Sanitary Pump
Upcoming Events
Looking to quickly compare the features and benefits of different pump styles, to find the right one for your application? The Unibloc comparison chart is a great place to start.
Hygienic Pump Comparison Chart

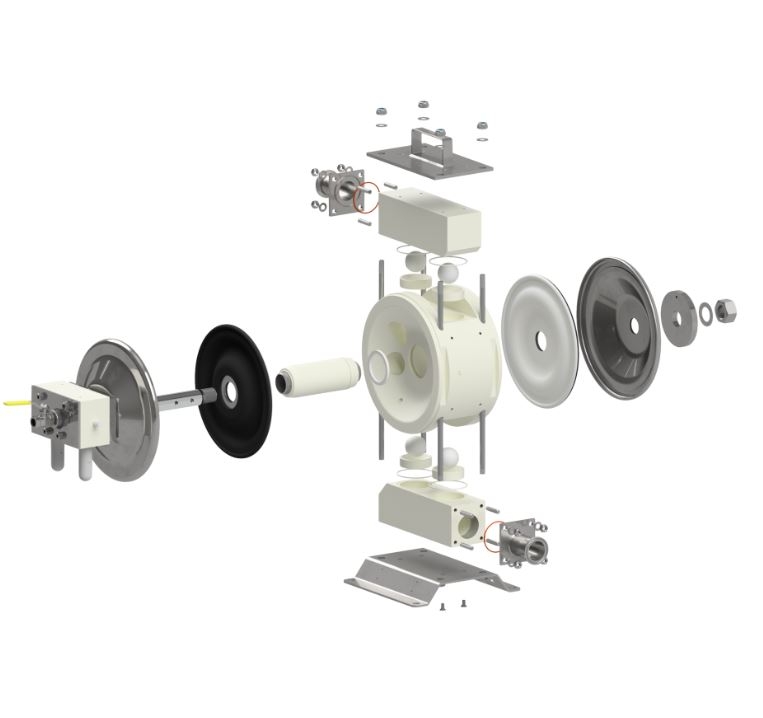
Learn how the revolutionary One-Nut® design enables complete pump disassembly and cleaning in just 15 minutes—compared to 2 hours (or more) for traditional AODD pumps.

A major pharmaceutical manufacturer in Dublin, Ireland came to Flotronic Pumps looking for a pumping solution. The application was to decant chemicals safely from 220 litre containers into

A leading Global Pharmaceutical company took on a project to modernise the taking of samples from reactors. In order to do this they required a bespoke pump which
Flotronic provide Air-Operated Double-Diaphragm Pumps to a Pharmaceutical Skid Manufacturer for Clean Chemical Transfer Solutions. A Global Skid Manufacturer required pumps with very specific application requirements to transfer chemicals in a
A Skid manufacturer based in the USA, working on behalf of a major Pharmaceutical Manufacturor of a COVID-19 Vaccine, required very reliable pumps on an application pumping CIP chemicals

International active pharmaceutical ingredients (API) manufacturing company with plants based in the Republic of Ireland were having problems with tubular diaphragm Pumps. Tubes would fail meaning that oil was able

United Stated based pharmaceutical ingredient manufacturer in Rochester, NY had severe issues pumping a zinc oxide / water slurry. The traditional AODD design pump was being overhauled or replaced a minimum

UK based laboratory with expertise in the development and manufacture of branded products for the pharmaceutical, toiletry and household markets. Specialising in liquids, lotions, creams, gels, suspensions and alcohol-based formulations;

For over five years 'One Nut' Air-Operated Double-Diaphragm Pumps from Flotronic have been working reliably in the medicated confectionery plant, requiring minimal servicing. A top end contract manufacturer supplying shops in almost
Explore Solutions
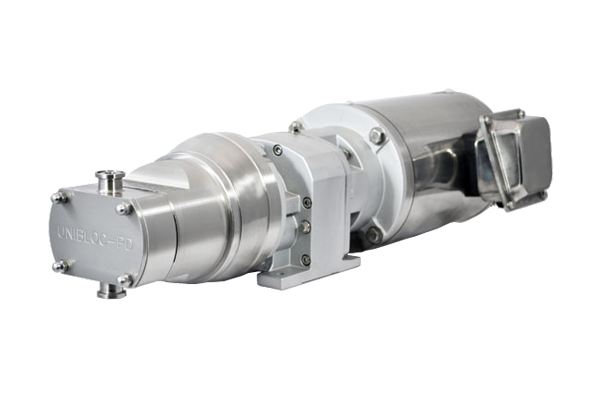
The housings and bases of our positive displacement pumps are made of stainless steel. We cast one piece that includes flanges to minimize the number of parts that need FDA approval.

Providing a safe and hygienic solution for transferring ingredients from drums and intermediate bulk containers (IBCs). Constructed from stainless steel and designed with Tri-Clamp® fittings, these pumps can be disassembled quickly for cleaning.

A completely hygienic, easy-to-clean pump is critical for pharmaceutical, biotech, and cannabis oil (CBD) applications. Our patented LABTOP pump series is simple and efficient with its “plug and go” design. This mobile solution is the perfect hygienic pump for filtration, chromatography, pilot applications, R&D and more.
Designed for confined space applications in the food and beverage industries. Innovative, with easy mounting, pump motor alignment, smooth and quiet operation, and a small footprint.

Our barrel unloading systems combine our unique One-Nut hygienic/sanitary style AODD pump with our barrel unloading skid - allowing you to pump highly viscous materials at increased flow rates.

One-Nut Double Diaphragm Pump Accessories
A wide range of additional accessories and customization options to ensure your Flotronic® One-Nut Pump meets your application requirements.

Customize your sanitary drum pump with a selection of accessories, including discharge spouts, pump hangers, discharge hose, and Tri-Clamp® fittings.
Engineered to remove pockets of air during the critical chromatography processes, our hygienic bubble traps feature an ultra-clean and installation-friendly design. We offer a wide array of sizes and port configurations.

Sanitary sight glasses, available in various sizes, glass materials and pressure ranges, give you extra efficiency and protection while supervising your active process.
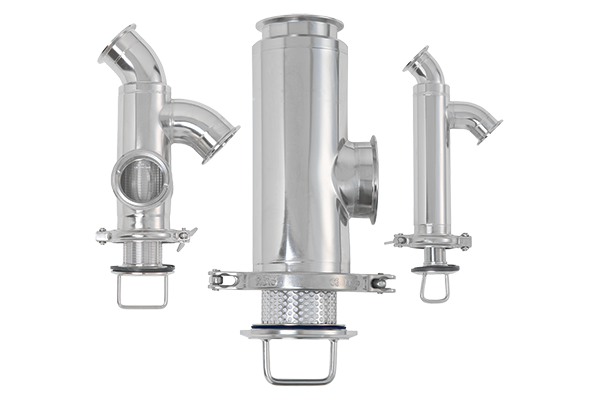
Renowned for their durability and ease of cleaning, we proudly offer the widest selection of sanitary strainers in both standard and high capacity configurations.

View a complete selection of sanitary valves including pressure relief valves, check valves and butterfly valves.

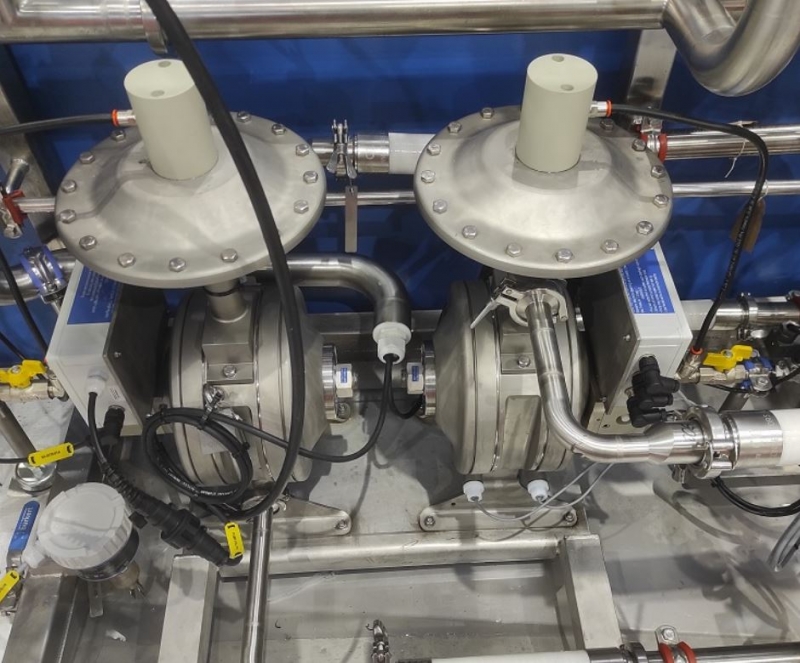
Air-Operated Double-Diaphragm Plus Pumps
Our hygienic range of diaphragm pumps offers a versatile and robust answer to your liquid transfer needs. These pumps are fully drainable, machined from solid materials of stainless steel or Hastelloy® and are perfect for hygienic applications.