Pumps for Beverages and Spirits
No matter the brewing process, we have solutions that will help you maintain efficiency and produce the best beers to remain competitive in today’s marketplace.A critical challenge for beverage/spirits manufacturers is safety. As you can imagine, with so many highly flammable ingredients, explosion proof pumps are critical. Standard Pump products from UHT offer both explosion-proof drum pumps (small batch transfer) and AODD pumps (process pumps).
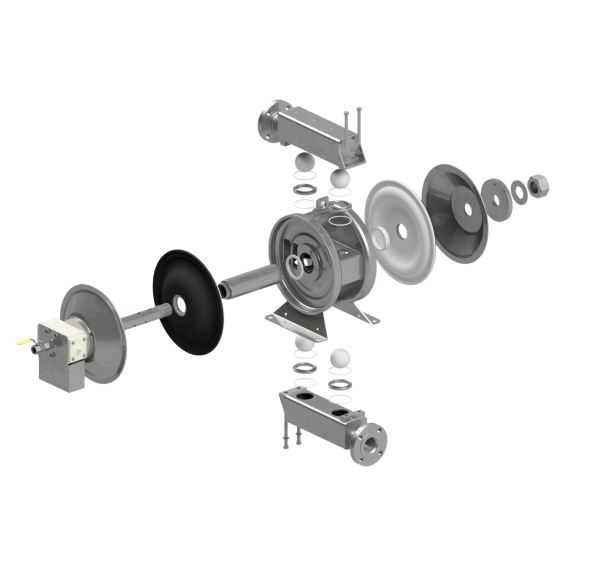
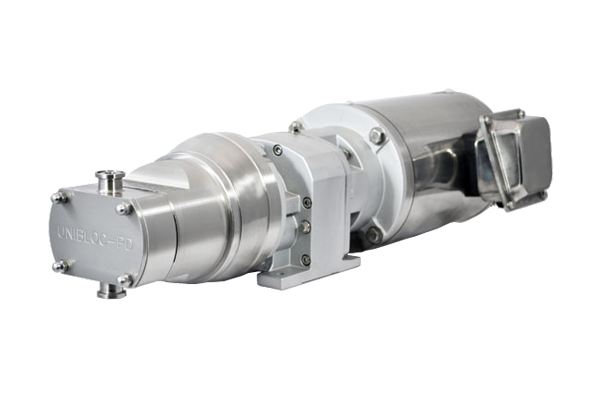
UHT’s Unibloc positive displacement (PD) pumps can keep up with the industry’s high-speed production lines, are cleaned easily, and can get back to work quickly with a minimal amount of downtime. UHT pumps are quickly reassembled after cleaning in place (CIP). No matter if you’re running fructose syrups, vinegars, or viscous nut butters, successful processing requires a pump with low shear characteristics and consistent throughput. Our innovative PD lobe and gear pumps are precision-engineered in all stainless steel and feature a compact design to meet these demanding requirements.
Production processes in the beverage industry can be highly expensive, as ingredients need to be transferred in matters that are highly controlled and hygienic. The high viscosity and low shear characteristics of components like flavoring oils, fruit concentrates, and purees make transporting these products very challenging. Adding to this, the FDA hygienic compliance requirements demand the very best process control, which calls upon the very best quality process equipment.
Features and Benefits
Our sanitary pump line excels in the beverage/spirits industry and provides many benefits:
- Flat, crevice-free front cover that eliminates product dead zones
- CIP and COP capability
- Horizontal or vertical mounting versatility
- Eliminates pump and motor alignment issues
- Safety features including no accessible moving parts
- Compact design that offers reliability and durability
- Delivers smooth, low shear performance
- Quiet operation
- Low cost of ownership
- Provides solutions for demanding applications
- Oversized shafts greatly reduce deflection at high pressures and lead to tighter tolerances, increased flow rates and greater efficiency
- Ability to handle high viscosity, including barrel unloading systems that can support high viscosities
- Self-draining features
- FDA-compliant and hygienic versions of all pumps available
- Multi Barrel emptying systems available
From the Blog
Sanitary Drum Pump’s and the Beverage Industry
Centrifugal Pumps vs. Sanitary Diaphragm Pumps: Food and Beverage Applications
Inside the Food and Beverage Industry: Air-Operated Double Diaphragm Pumps
Upcoming Events
Looking to quickly compare the features and benefits of different pump styles, to find the right one for your application? The Unibloc comparison chart is a great place to start.
Hygienic Pump Comparison Chart

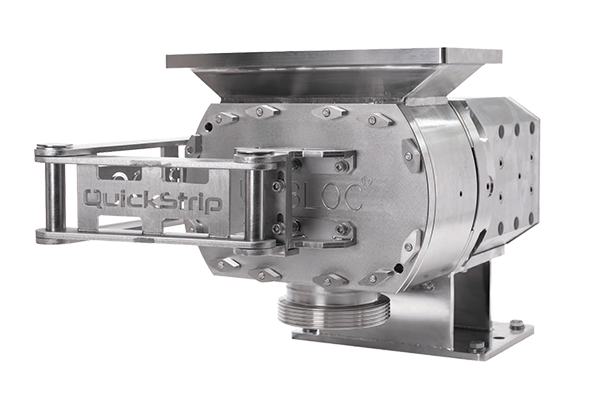
Learn how the revolutionary One-Nut® design enables complete pump disassembly and cleaning in just 15 minutes—compared to 2 hours (or more) for traditional AODD pumps.

A Multi-National manufacturer of Flavoured Iced Tea and Soft Drinks required a solution to their flavour distribution pumps. The area was plagued by unreliable pumps and an intensive

A global soft drinks manufacturing company – for whom Flotronic Pumps Ltd are the preferred Air-Operated Double-Diaphragm pump supplier – came to Flotronic with a non-Air-Operated Diaphragm Pump
For over four years now, a UK Based Brewery have been using two Air-Operated Diaphragm Pumps from Flotronic Pumps Limited to transfer yeast at different stages of their brewing process.

It is well known that Air-Operated Double-Diaphragm pumps are often specified in the chemical industry where explosive/flammable environments exist, but less commonly known in alcoholic drinks production. But not

Leading soft drinks manufacturer based in the UK needed to speed up their concentrates pumping so turned to Flotronic Pumps and following a successful trial purchased a number of their

A leading soft drinks manufacturer had a serious problem with pipework pulsation from a rotary lobe pump, resulting in pipes being ripped from their supports and a fracture to an
Explore Solutions
The housings and bases of our positive displacement pumps are made of stainless steel. We cast one piece that includes flanges to minimize the number of parts that need FDA approval.

Providing a safe and hygienic solution for transferring ingredients from drums and intermediate bulk containers (IBCs). Constructed from stainless steel and designed with Tri-Clamp® fittings, these pumps can be disassembled quickly for cleaning.
Designed for confined space applications in the food and beverage industries. Innovative, with easy mounting, pump motor alignment, smooth and quiet operation, and a small footprint.

Our barrel unloading systems combine our unique One-Nut hygienic/sanitary style AODD pump with our barrel unloading skid - allowing you to pump highly viscous materials at increased flow rates.

One-Nut Double Diaphragm Pump Accessories
A wide range of additional accessories and customization options to ensure your Flotronic® One-Nut Pump meets your application requirements.

Customize your sanitary drum pump with a selection of accessories, including discharge spouts, pump hangers, discharge hose, and Tri-Clamp® fittings.
Engineered to remove pockets of air during the critical chromatography processes, our hygienic bubble traps feature an ultra-clean and installation-friendly design. We offer a wide array of sizes and port configurations.

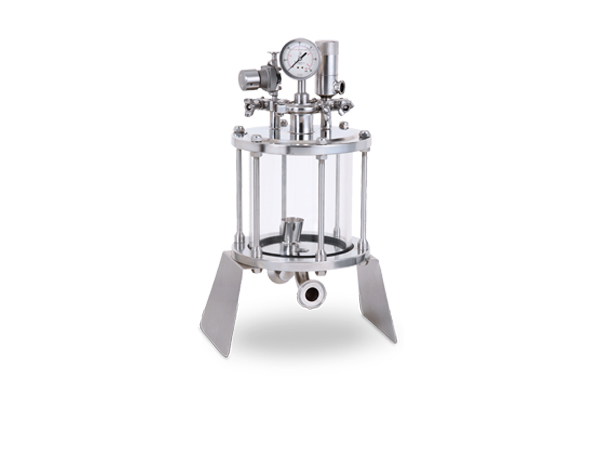
Sanitary sight glasses, available in various sizes, glass materials and pressure ranges, give you extra efficiency and protection while supervising your active process.
Renowned for their durability and ease of cleaning, we proudly offer the widest selection of sanitary strainers in both standard and high capacity configurations.

View a complete selection of sanitary valves including pressure relief valves, check valves and butterfly valves.

Air-Operated Double-Diaphragm Plus Pumps
Our hygienic range of diaphragm pumps offers a versatile and robust answer to your liquid transfer needs. These pumps are fully drainable, machined from solid materials of stainless steel or Hastelloy® and are perfect for hygienic applications.