Hygienic Pumps
Precision-engineered hygienic pumps, AODD pumps, drum pumps and more, from across our Unibloc, Flotronic and Hygenitec brands. All UHT hygienic pump products are built with the highest quality construction for proven reliability in the most demanding environments.
Unibloc®
The housings and bases of our positive displacement pumps are made of stainless steel. We cast one piece that includes flanges to minimize the number of parts that need FDA approval.

Hygenitec™
Providing a safe and hygienic solution for transferring ingredients from drums and intermediate bulk containers (IBCs). Constructed from stainless steel and designed with Tri-Clamp® fittings, these pumps can be disassembled quickly for cleaning.

Unibloc®
A completely hygienic, easy-to-clean pump is critical for pharmaceutical, biotech, and cannabis oil (CBD) applications. Our patented LABTOP pump series is simple and efficient with its “plug and go” design. This mobile solution is the perfect hygienic pump for filtration, chromatography, pilot applications, R&D and more.
Unibloc®
Designed for confined space applications in the food and beverage industries. Innovative, with easy mounting, pump motor alignment, smooth and quiet operation, and a small footprint.

Flotronic®
Our barrel unloading systems combine our unique One-Nut hygienic/sanitary style AODD pump with our barrel unloading skid - allowing you to pump highly viscous materials at increased flow rates.

Flotronic®
One-Nut Double Diaphragm Pump Accessories
A wide range of additional accessories and customization options to ensure your Flotronic® One-Nut Pump meets your application requirements.

Hygenitec™
Customize your sanitary drum pump with a selection of accessories, including discharge spouts, pump hangers, discharge hose, and Tri-Clamp® fittings.

Hygenitec™
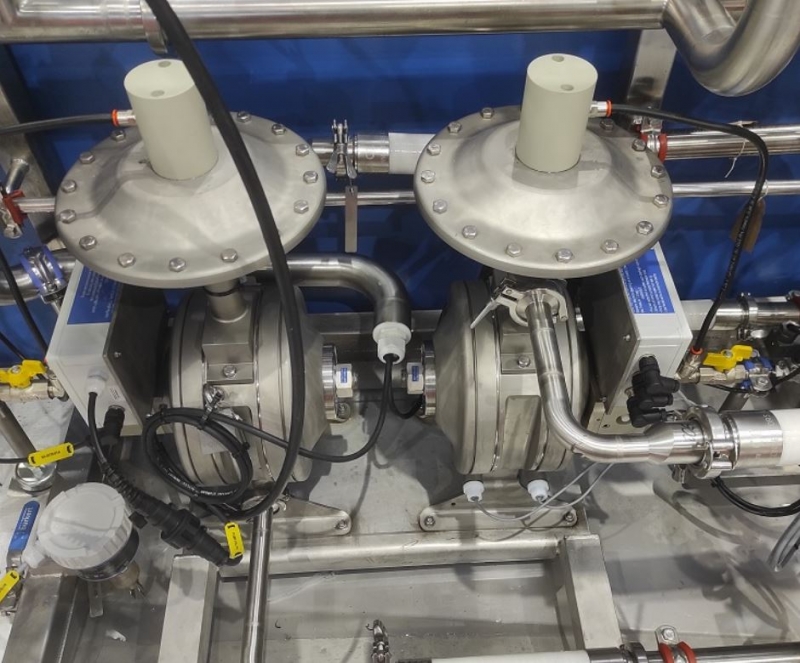
Air-Operated Double-Diaphragm Plus Pumps
Our hygienic range of diaphragm pumps offers a versatile and robust answer to your liquid transfer needs. These pumps are fully drainable, machined from solid materials of stainless steel or Hastelloy® and are perfect for hygienic applications.
Frequently Asked Questions
What is a sanitary positive displacement pump?
A sanitary positive displacement (PD) pump moves fluid by repeatedly enclosing a fixed volume and moving it mechanically through the system. The pumping action is cyclic and can be driven by pistons, screws, gears, rollers, diaphragms, or vanes.
Although there are quite a few pump options, the majority can be placed into two categories: reciprocating and rotary.
A Reciprocating Positive Displacement pump works by the cyclical strokes of either a piston, plunger, or diaphragm. Rotary positive displacement pumps use the continuous motion of gears to move fluids, rather than the backwards and forwards motion of reciprocating pumps. The rotating element develops a liquid seal with the pump casing and creates suction at the pump inlet. Fluid is drawn into the pump and then enclosed within the teeth of its rotating cogs or gears and transferred to the discharge. The simplest example of a rotary positive displacement pump is the gear pump.
How often do pumps need maintenance?
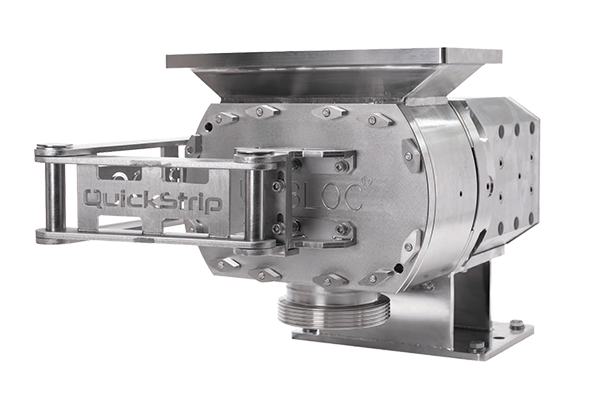
Hygienic pumps require a maintenance frequency that is based on application demands, product characteristics, and sanitation protocols. In food processing environments, daily clean-out-of-place (COP) or clean-in-place (CIP) procedures are standard, with deeper preventive maintenance typically performed weekly, monthly, or quarterly. Unibloc® hygienic pumps feature QuickStrip® technology that transforms maintenance on lobe pumps from a lengthy procedure into a rapid 20-minute task.
- The pumps feature tool-free disassembly and minimized parts to simplify maintenance. Pump seals are front-loaded and easily accessible, making seal replacement a snap.
- Parts are designed for one-way re-assembly. This eliminates worker errors that could lead to hygienic failures or foreign objects.
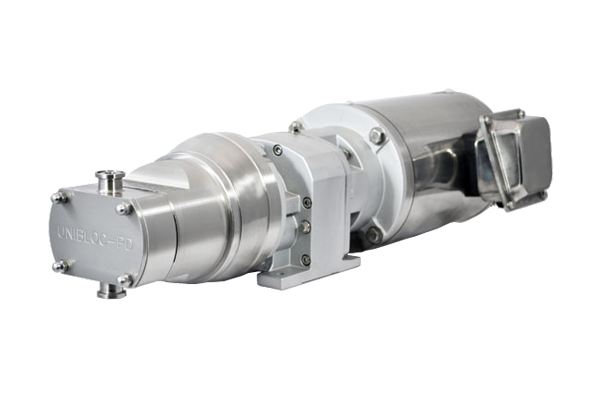
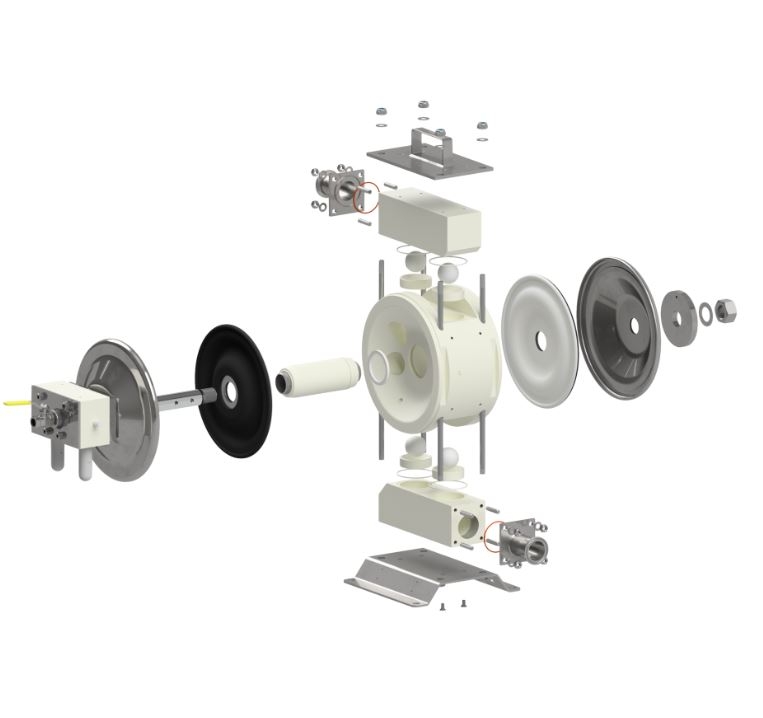
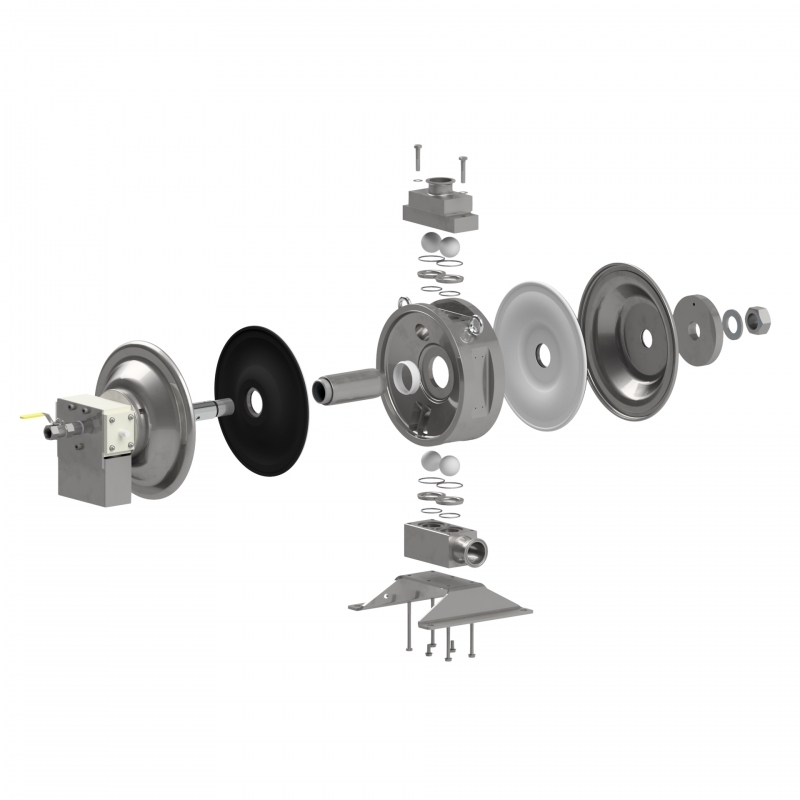
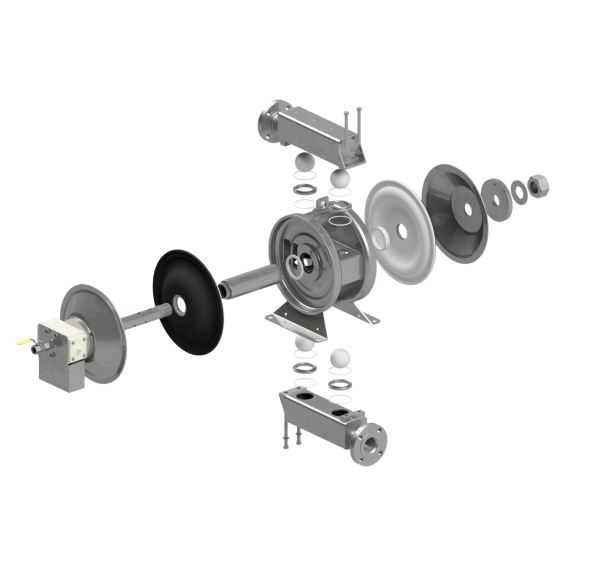
- When it comes to AODD pumps, only UHT offers the Flotronic®One-Nut® design that slashes maintenance from hours to minutes. This innovation eliminates extra pipework and enables a worker to access the pump internals by removing one large nut.
Industry standards and regulations mandate rigorous sanitation. With Unibloc Hygienic Technologies’ hygienic pumps, your team spends less time cleaning while maintaining the strict hygienic standards your operation demands.
What is preventive maintenance for pumps?
Preventive maintenance for hygienic pumps involves scheduled inspections, cleaning, and component replacement. Regular preventive maintenance extends pump life, reduces emergency repairs, and prevents unexpected downtime that costs thousands per hour. Inspections include checking seals, examining wear components, verifying proper clearances, and ensuring all product-contact surfaces meet hygienic standards.
Unibloc® Hygienic Technologies’ hygienic lobe pumps with QuickStrip® technology make preventive maintenance remarkably efficient. Workers can replace seals without disassembling the rotor housing, preserving critical tolerances and preventing reassembly errors. With fewer parts to inspect and tool-free access, our Unibloc hygienic pumps transform preventive maintenance from a dreaded task into a quick, routine procedure that keeps your operation running safely and efficiently.
What is the maintenance schedule/cost for a pump?
Maintenance schedules for hygienic pumps vary by application intensity, but typically they include daily sanitation, weekly inspections, and quarterly preventive service. Costs accumulate through labor hours, replacement parts, and production downtime—making efficient maintenance essential for controlling total cost of ownership.
Unibloc® Hygienic Technologies’ hygienic pumps dramatically reduce these expenses through intelligent design. The Unibloc QuickStrip® technology cuts maintenance time by up to 67%, meaning a 20-minute procedure instead of an hour. This time savings translates directly to labor cost reductions and faster return to production. It’s a similar story with our Flotronic® AODD+™ pumps, which can be disassembled, cleaned, and returned to service in 15 minutes versus 2 hours for traditional AODD pumps. It’s proven: our hygienic pumps deliver lower operating costs and better ROI over their lifespan.








At this plant, Unibloc® QuickStrip® FoodFirst® 600 Series pumps minimized contamination risk, simplified maintenance, and reduced sanitation time

Learn how the revolutionary One-Nut® design enables complete pump disassembly and cleaning in just 15 minutes—compared to 2 hours (or more) for traditional AODD pumps.
Oakley Transport solves seal and pump failure issues with Unibloc pumps - keeping this hauler of liquid food-grade cargo on the road.
The QuickStrip FoodFirst pump increased uptime and reduced potential foreign material issues in an application no other pump could handle.

A chemical manufacturer based in the US required a mobile cleaning skid; to be used on their plant, in the production of intermediate chemicals, for flavors, fragrances, cosmetics, aroma

A Multi-National manufacturer of Flavoured Iced Tea and Soft Drinks required a solution to their flavour distribution pumps. The area was plagued by unreliable pumps and an intensive

A major pharmaceutical manufacturer in Dublin, Ireland came to Flotronic Pumps looking for a pumping solution. The application was to decant chemicals safely from 220 litre containers into

A leading Global Pharmaceutical company took on a project to modernise the taking of samples from reactors. In order to do this they required a bespoke pump which

AODD PUMP FOR OEM SERVICING THE SNACK FOOD INDUSTRY Snack Engineering is a company based in Northern Ireland who offer specialist support and bespoke machinery mainly to

A Japanese food manufacturer transferring Kimchi Sauce with Rotary Pumps were having a problem with stainless steel particles caused by stainless steel friction within their Rotary Pump. Metal detectors

A French Confectionary manufacturer needed to transfer Warm Chocolate containing Whole Almonds. Obvious concerns were the Viscosity of the Chocolate at 6,000Cps, Whole Almonds at up to 13mm and a
Flotronic provide Air-Operated Double-Diaphragm Pumps to a Pharmaceutical Skid Manufacturer for Clean Chemical Transfer Solutions. A Global Skid Manufacturer required pumps with very specific application requirements to transfer chemicals in a
A Skid manufacturer based in the USA, working on behalf of a major Pharmaceutical Manufacturor of a COVID-19 Vaccine, required very reliable pumps on an application pumping CIP chemicals

A Global Personal Care manufacturer required a Sanitary Double Diaphragm Pump to add a food grade ingredient to its process at a very low flow rate. The problem was that

A Food manufacturer in the UK needed to pump Tomato pieces / purees from 220 ltr 'Bag in a Drum' barrels. The pump needed to be self priming, even on

Flotronic‘s unique 'One Nut' sanitary style AODP is being utilised by a major UK food manufacturer in the transportation of flavoured waters and oils to their food products

A personal care intermediate chemical manufacturer in the USA had an issue pumping a chemical that goes off at ambient temperatures, tending to solidify if left to go cold.

European ready meal manufacturer were having problems with incorrect weights of product going into their mixing vessels at one of their 3 plants in the UK. One of the accessories available

An international specialist chemical manufacturer; branching out into the production of bulk hand sanitizer needed an hygienic pump that was able to keep up with their production requirements, and deliver

A global contract personal care manufacturer with plants based in the UK are using the Flotronic 'One Nut' sanitary style Air-Operated Double-Diaphragm pump, to pump their full range of personal
UK based personal care products manufacturer need to ramp up its hand sanitiser production line. Flotronic were able to supply one of their Sanitary style 316L stainless steel range of

A global soft drinks manufacturing company – for whom Flotronic Pumps Ltd are the preferred Air-Operated Double-Diaphragm pump supplier – came to Flotronic with a non-Air-Operated Diaphragm Pump

International active pharmaceutical ingredients (API) manufacturing company with plants based in the Republic of Ireland were having problems with tubular diaphragm Pumps. Tubes would fail meaning that oil was able

Leading contract cosmetics manufacturer based in the UK working with many of the leading Global health and beauty brands, needed a reliable and safe method for pumping the many and

United Stated based pharmaceutical ingredient manufacturer in Rochester, NY had severe issues pumping a zinc oxide / water slurry. The traditional AODD design pump was being overhauled or replaced a minimum

A Sauce and Chutney manufacturer with manufacturing plants in the UK needed to update their methods for getting Triple Concentrate Tomato Puree from 220lt drums. Previously they were using ‘stick’ pumps
For over four years now, a UK Based Brewery have been using two Air-Operated Diaphragm Pumps from Flotronic Pumps Limited to transfer yeast at different stages of their brewing process.

A UK sauce manufacturer who is a supplier to one of the world's most popular fast food chains, has been able to speed up its filling process using a fast maintenance,

UK based laboratory with expertise in the development and manufacture of branded products for the pharmaceutical, toiletry and household markets. Specialising in liquids, lotions, creams, gels, suspensions and alcohol-based formulations;

A ready made salad manufacturer based in the UK were having problems pumping their mayonnaise and after trying both progressing cavity and air operated stick pumps they turned to Flotronic

It is well known that Air-Operated Double-Diaphragm pumps are often specified in the chemical industry where explosive/flammable environments exist, but less commonly known in alcoholic drinks production. But not

A renowned UK producer of luxury bathing products, some years ago switched from electrically driven pumps to the unique 'One Nut' fast maintenance double diaphragm pumps from FPL and saved both time

Leading soft drinks manufacturer based in the UK needed to speed up their concentrates pumping so turned to Flotronic Pumps and following a successful trial purchased a number of their

One of the UK’s leading manufacturer of pies and sausages, with factories in Nottingham and Trowbridge purchased two Good Food Pumps from Flotronic Pumps Ltd and have saved a significant

USA owned flavourings company based in the UK, relies upon Hygienic Air-Operated Double-Diaphragm Pumps from FPL in the production of speciality flavours, used in the food and pharmaceutical

One of the worlds leading fragrances, flavours and food ingredients companies are using the Flotronic Air-Operated Double-Diaphragm Pumps as their site standard, replacing the older style 'figure of
As a result of seeing an advert for the 'One Nut' AODP from Flotronic Pumps Ltd, an international essential oils manufacturer based in the UK were impressed with the simplicity of

Well know pizza manufacturing company were planning their new pizza factory in the UK, they turned to Flotronic Pumps to pump their range of tomato toppings and as a result have

When an international toothpaste manufacturer needed to expand and upgrade their toothpaste flavour dosing system they turned to Flotronic Pumps. Due to increasing customer choice the number of flavours had steadily

UK leading cereal bar producers has recently expanded their production of cereal bars by investing in a new production facility at a cost of between Euro 5 and 6 million

UK based creamery replacing older style diaphragm pumps with their "One Nut" quick maintenance pump, Flotronic Air-Operated Double-Diaphragm Pumps are used for pumping caustic and nitric acid as

When Klockner Pentapack switched from drums to pallecons they reviewed their pumping needs. Previously they had been using air operated piston drum pumps but the switch to pallecons enabled them to

For over five years 'One Nut' Air-Operated Double-Diaphragm Pumps from Flotronic have been working reliably in the medicated confectionery plant, requiring minimal servicing. A top end contract manufacturer supplying shops in almost

A leading soft drinks manufacturer had a serious problem with pipework pulsation from a rotary lobe pump, resulting in pipes being ripped from their supports and a fracture to an

Sunjuice Ltd, part of the Jamaica Producers Group, is the European market leader in freshly squeezed juices, crushes and smoothies. Essential to their success has been the importance of supplying

An international, food processor needed a hygienic AODP for the production lines at one of their sauce production plants based in the North of the UK Flotronic was able to supply two of their

As their business grows, SIAS Foods (UK) Ltd realised that they needed to improve their handling of fruit pulps, when they saw an advert for the Good Food Pump from Flotronic.

When Revage Cosmetics, a contract manufacturer in Horley were faced with pumping a Dead Sea Mud they first tried progressing cavity, peristaltic and piston pumps without success.
From the Blog
View BlogCIP vs. COP: Which Sanitation Method Works Best for Your Pump Technology?
Understand the difference between clean-in-place and clean-out-of-place pump sanitation— and why it matters for your bottom line.
Read Blog6 Reasons to Consider an AODD Pump for Your Hygienic Process
Sometimes pump performance problems do not start at the pump. Rather, they start at the spec sheet, with the wrong pump picked for the job or the right pump set up the wrong way. In a recent webinar, Caleb Summers, Lead Application Engineer at Unibloc® Hygienic Technologies, discussed where air-operated double-diaphragm (AODD) pumps perform best in a hygienic process and what newer pump designs have changed about the conversation. Here are six reasons to consider one for your application.
Read BlogPreventing Cavitation in Hygienic Pumps
A cavitating pump tells you it is failing before the maintenance log does. The sound is unmistakable; the damage compounds quickly, and on a hygienic processing line, the consequences extend beyond the pump itself.
Read Blog