Food Processing Pumps
Our hygienic pumps excel in food processing and provides many benefits from CIP and COP capability, compact design, mounting versatility and more.Pumps used in the food processing industry ultimately must meet two standards:
- Separate the product from the mechanical elements that move the product.
- Maintain the integrity of the processed product.
Each food pump variation accommodates these challenges differently. Likewise, individual sectors prefer a specific pump type and design that suits their processing needs. Unibloc Hygienic Technologies makes a pump to fit your application and meet your processing requirements. The food processing industry works with a diverse, often expensive range of ingredients, which requires highly controlled pumping and transportation. Many product components are of particularly high viscosity and often include abrasive additives and solid particulates. In addition to this, the requirement to comply with FDA & (EC) 1935/2004 regulations makes selecting the right equipment imperative.
Features and Benefits
Our sanitary pump excels in the food processing industry and provides many benefits:
- Flat, crevice-free front cover that eliminates product dead zones
- CIP and COP capability with easy Strip-down and cleaning
- Compact, unique and shear design
- Horizontal or vertical mounting versatility
- Eliminates pump and motor alignment issues
- Safe design with no accessible moving parts
- Ability to disassemble and clean pumps
- Products feature Tri-Clamps and simple designs to aid the disassembly process
- High Viscosity, including barrel unloading systems that can support high viscosity applications
- Self-draining
- FDA-compliant and hygienic versions of all pumps available
From the Blog
Control Your Plant’s Destiny—FDA-Compliant Pumps Can Aid Food Safety
Maintenance Made Easy with the Unibloc® UltraLobe™ FoodFirst 700 Series
How the Unibloc® UltraLobe™ FoodFirst 700 Series Pump Ensures Safe and Clean Fluid Handling
Upcoming Events
Looking to quickly compare the features and benefits of different pump styles, to find the right one for your application? The Unibloc comparison chart is a great place to start.
Hygienic Pump Comparison Chart

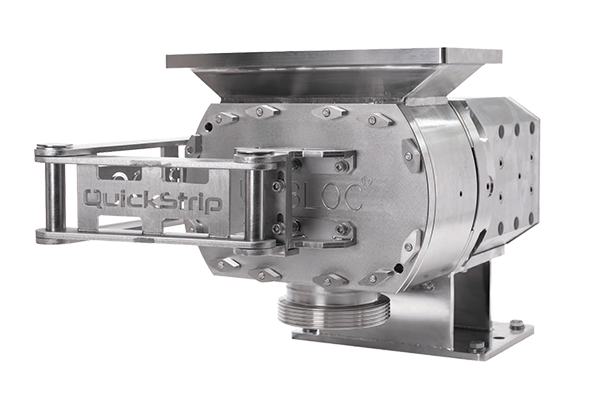
At this plant, Unibloc® QuickStrip® FoodFirst® 600 Series pumps minimized contamination risk, simplified maintenance, and reduced sanitation time
To help food processors meet consumer demands, MP Equipment, Gainesville, GA, provides automated breading and batter coating equipment to the meat, poultry, seafood, and alternative protein processing industry.

Food processors are challenged to find pumps that meet their requirements for hygienic concerns, ease-of-maintenance and high temperatures. Read how this automated frying equipment OEM solved all of those issues.

Learn how the revolutionary One-Nut® design enables complete pump disassembly and cleaning in just 15 minutes—compared to 2 hours (or more) for traditional AODD pumps.

AODD PUMP FOR OEM SERVICING THE SNACK FOOD INDUSTRY Snack Engineering is a company based in Northern Ireland who offer specialist support and bespoke machinery mainly to

A Japanese food manufacturer transferring Kimchi Sauce with Rotary Pumps were having a problem with stainless steel particles caused by stainless steel friction within their Rotary Pump. Metal detectors

A Food manufacturer in the UK needed to pump Tomato pieces / purees from 220 ltr 'Bag in a Drum' barrels. The pump needed to be self priming, even on

Flotronic‘s unique 'One Nut' sanitary style AODP is being utilised by a major UK food manufacturer in the transportation of flavoured waters and oils to their food products

European ready meal manufacturer were having problems with incorrect weights of product going into their mixing vessels at one of their 3 plants in the UK. One of the accessories available

A Sauce and Chutney manufacturer with manufacturing plants in the UK needed to update their methods for getting Triple Concentrate Tomato Puree from 220lt drums. Previously they were using ‘stick’ pumps

A UK sauce manufacturer who is a supplier to one of the world's most popular fast food chains, has been able to speed up its filling process using a fast maintenance,

A ready made salad manufacturer based in the UK were having problems pumping their mayonnaise and after trying both progressing cavity and air operated stick pumps they turned to Flotronic

One of the UK’s leading manufacturer of pies and sausages, with factories in Nottingham and Trowbridge purchased two Good Food Pumps from Flotronic Pumps Ltd and have saved a significant

USA owned flavourings company based in the UK, relies upon Hygienic Air-Operated Double-Diaphragm Pumps from FPL in the production of speciality flavours, used in the food and pharmaceutical

Well know pizza manufacturing company were planning their new pizza factory in the UK, they turned to Flotronic Pumps to pump their range of tomato toppings and as a result have

UK leading cereal bar producers has recently expanded their production of cereal bars by investing in a new production facility at a cost of between Euro 5 and 6 million

When Klockner Pentapack switched from drums to pallecons they reviewed their pumping needs. Previously they had been using air operated piston drum pumps but the switch to pallecons enabled them to

Sunjuice Ltd, part of the Jamaica Producers Group, is the European market leader in freshly squeezed juices, crushes and smoothies. Essential to their success has been the importance of supplying

An international, food processor needed a hygienic AODP for the production lines at one of their sauce production plants based in the North of the UK Flotronic was able to supply two of their

As their business grows, SIAS Foods (UK) Ltd realised that they needed to improve their handling of fruit pulps, when they saw an advert for the Good Food Pump from Flotronic.
Explore Solutions
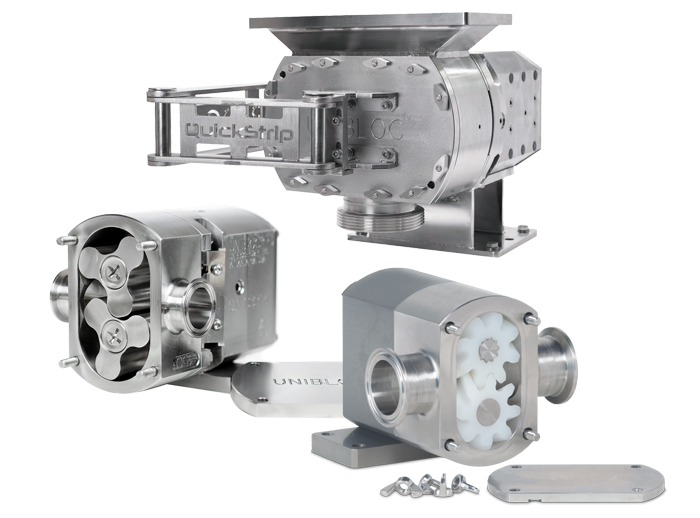
The housings and bases of our positive displacement pumps are made of stainless steel. We cast one piece that includes flanges to minimize the number of parts that need FDA approval.

Providing a safe and hygienic solution for transferring ingredients from drums and intermediate bulk containers (IBCs). Constructed from stainless steel and designed with Tri-Clamp® fittings, these pumps can be disassembled quickly for cleaning.
Designed for confined space applications in the food and beverage industries. Innovative, with easy mounting, pump motor alignment, smooth and quiet operation, and a small footprint.

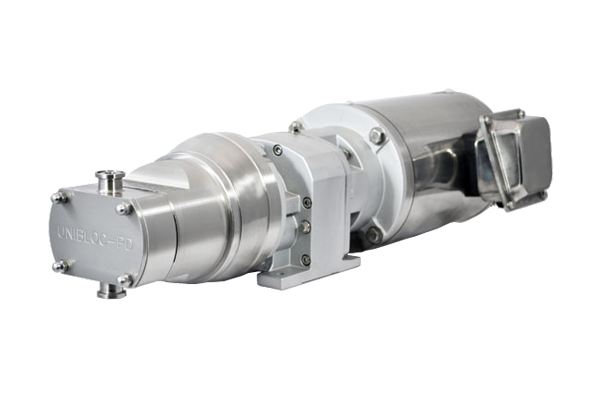
Our barrel unloading systems combine our unique One-Nut hygienic/sanitary style AODD pump with our barrel unloading skid - allowing you to pump highly viscous materials at increased flow rates.

One-Nut Double Diaphragm Pump Accessories
A wide range of additional accessories and customization options to ensure your Flotronic® One-Nut Pump meets your application requirements.

Customize your sanitary drum pump with a selection of accessories, including discharge spouts, pump hangers, discharge hose, and Tri-Clamp® fittings.
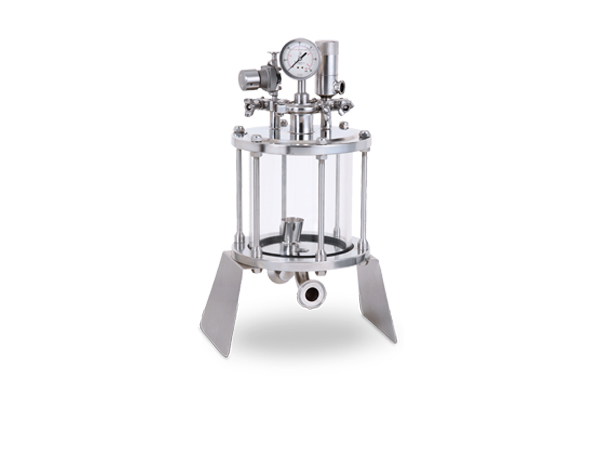
Engineered to remove pockets of air during the critical chromatography processes, our hygienic bubble traps feature an ultra-clean and installation-friendly design. We offer a wide array of sizes and port configurations.

Sanitary sight glasses, available in various sizes, glass materials and pressure ranges, give you extra efficiency and protection while supervising your active process.
Renowned for their durability and ease of cleaning, we proudly offer the widest selection of sanitary strainers in both standard and high capacity configurations.

View a complete selection of sanitary valves including pressure relief valves, check valves and butterfly valves.

Air-Operated Double-Diaphragm Plus Pumps
Our hygienic range of diaphragm pumps offers a versatile and robust answer to your liquid transfer needs. These pumps are fully drainable, machined from solid materials of stainless steel or Hastelloy® and are perfect for hygienic applications.