Industrial Pumps
Unibloc Hygienic Technologies industrial pumps are proven performers for your toughest industrial applications. UHT pumps are precision engineered to fight downtime and costly rebuilds.

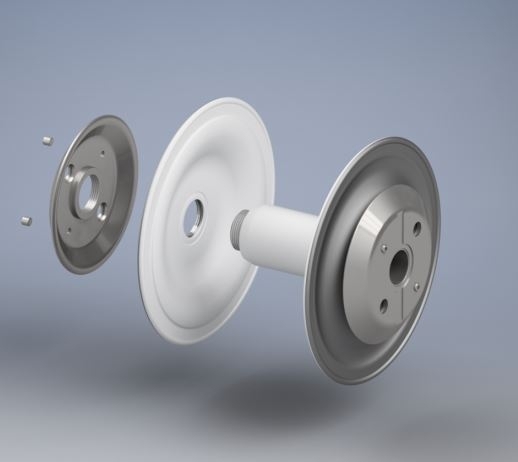
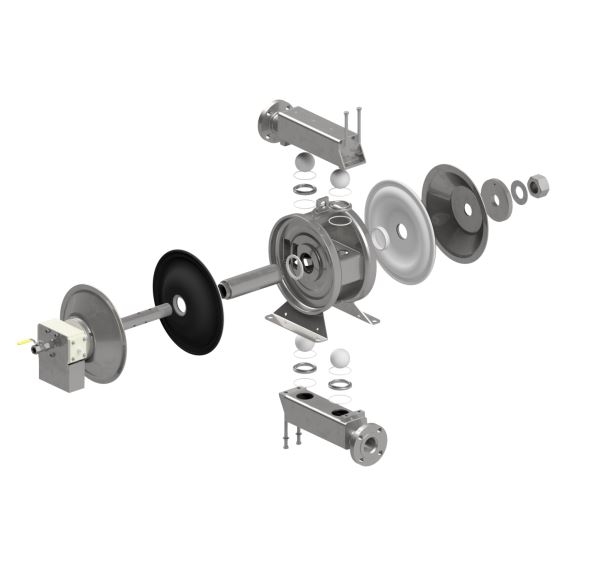
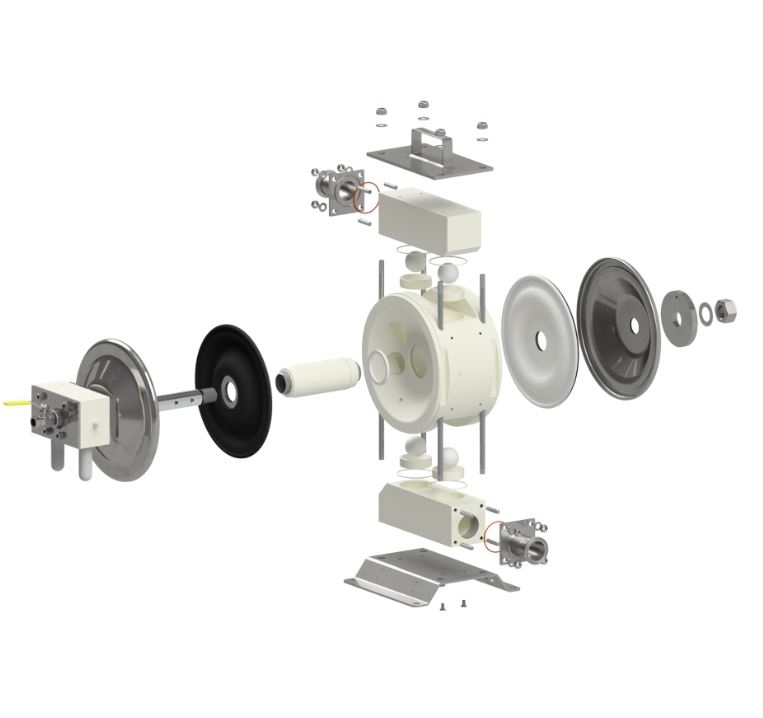
Flotronic®
One-Nut Double Diaphragm Industrial Pumps
The One-Nut Air-Operated Double-Diaphragm pump takes pump performance far beyond traditional style doubled diaphragm pumps. This fast maintenance concept literally turns the conventional pump inside out.

Standard
Because safety comes standard with our Drum Pumps, you know you’re installing the best-engineered solution. When you need fluid handling equipment for your chemical, industrial, water treatment, or automotive application, you can have confidence in the safety and performance of our Drum Pumps.

Standard
Industrial Drum Pump Accessories
Customize your industrial drum pump with a selection of accessories. Hand Nozzles provide a safe solution for controlling and dispensing corrosive chemicals. Barrel Adapters vertically stabilize pumps in drums and Fume Barriers reduce aggressive fumes in the atmosphere.








DRUM UNLOADING SYSTEM ON SILICON AT 500,000CPS An Original Equipment Manufacturer based in Belgium and Specializing in Medical Grade Silicones for scar prevention and treatment, needed to be able to safely

An International Car Manufacturer needed to Pump Sulphuric Acid at one of their plants in the UK. Obviously this material needed to transferred safely; with pump longevity and the time between

A prestigious automotive manufacturing plant in the UK required specialist pumps for safely transferring a variety of liquids including but not limited to petrol, diesel and

International specialty chemical manufacturer needed to pump ethanol from road tankers into their storage tanks. The Flotronic 710 range of 316L stainless steel Air-Operated Double-Diaphragm Pump is perfect for this

An international producer of flexible printed packaging needed to pump solvents safely at one of their plants in the UK. The pumps were needed in an ATEX rated area, and
International Paint manufacturer with plants in Europe was having problems with standard AODP due to thermal expansion in pipelines outside the factory. Product was being heated up in the pipelines

International aerosol filler / manufacturer with plants all over Europe needed ATEX certified pumps to pump acetone from IBCs to volumetric filling heads. Their existing piston pump suffered from constant

One of the Top 10 decorative paint manufacturers in the World, needed to pump water based decorative paints from their storage tanks to filling lines at one of their plants
UK based quilt and pillow makers based in relies upon several Air-Operated Double-Diaphragm Pumps from FPL in their production processes. The company uses 20 million kgs of feathers and 10 million
When an International Adhesive manufacturer needed to increase their flow of adhesive they turned to their supplier of Air-Operated Double-Diaphragm pumps. For over six years thier "One Nut" fast maintenance AODD

World leading paint manufacturer needed to improve their tanker offloading of Acrylic Acid. Having used Flotronic Air-Operated Double-Diaphragm Pumps for many years throughout their site, they asked if Flotronic

UK based manufacturers of industrial cleaning and maintenance chemicals have been using the Flotronic 'One Nut' Air-Operated Double-Diaphragm Pump for nearly twelve years at the heart of their process. Three

After replacing their older style 'figure of eight' AODP which regularly failed, with Flotronic 'One Nut' pumps, they have almost forgotten they are there. The Flotronic Air-Operated Double-Diaphragm pumps have

British speciality chemical manufacturer has streamlined its blending operations – and reduced downtime - using six 710 series Hiflo Double Diaphragm Pumps from Flotronic Pumps Ltd. The media being pumped ranges from

Zotefoams PLC manufacture a range of closed cell crosslinked polyolefin foams using a unique, environmentally friendly, nitrogen expansion process. Switching from traditional designed double diaphragm pumps to the 'One Nut' fast

When Schefenacker Vision Systems UK Ltd, a major producer of car door mirrors, were looking to improve their Paint Kitchen they trialed a "One Nut" Air-Operated Double-Diaphragm Pump

UK based manufacturer of speciality chemicals has reduced its pump maintenance time from half a day to less than half an hour, using a 'one nut', polypropylene Air Operated Double

Four years and no maintenance required. Yes that’s what one specialist coatings manufacturer has found since installing the Flotronic 500 Series ‘One Nut’ Double Diaphragm Pump. A specialist manufacturer of coatings to the

A leading supplier of specialty chemicals, turned to Flotronic when they had to transfer a 'dense' chemical with an SG of over 2.0 as the existing AODD pumps could not cope.

When Sutton & Son (St Helens) Ltd were looking for a mobile pump to fit on their Emergency Response Units, following a successful trial, they settled on the Chemflo all

The customer, a specialty chemical manufacturer in the Midlands, produce a range of specialty products destined for a variety of applications including: surface finishing processes for the automotive, aerospace, telecommunications,
From the Blog
View BlogCIP vs. COP: Which Sanitation Method Works Best for Your Pump Technology?
Understand the difference between clean-in-place and clean-out-of-place pump sanitation— and why it matters for your bottom line.
Read Blog6 Reasons to Consider an AODD Pump for Your Hygienic Process
Sometimes pump performance problems do not start at the pump. Rather, they start at the spec sheet, with the wrong pump picked for the job or the right pump set up the wrong way. In a recent webinar, Caleb Summers, Lead Application Engineer at Unibloc® Hygienic Technologies, discussed where air-operated double-diaphragm (AODD) pumps perform best in a hygienic process and what newer pump designs have changed about the conversation. Here are six reasons to consider one for your application.
Read BlogPreventing Cavitation in Hygienic Pumps
A cavitating pump tells you it is failing before the maintenance log does. The sound is unmistakable; the damage compounds quickly, and on a hygienic processing line, the consequences extend beyond the pump itself.
Read Blog